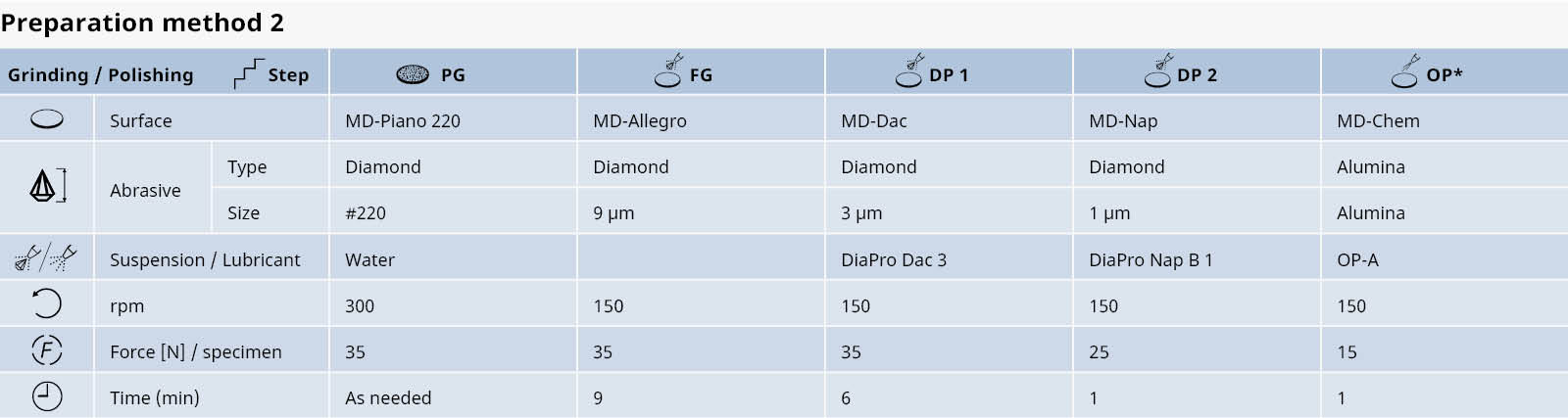
Interpretazione delle microstrutture di acciaio per utensili altolegato
In generale, gli acciai altolegati presentano le stesse fasi strutturali delle tradizionali leghe ferro-carbonio: ferrite, perlite, martensite e austenite. La soluzione solida però, può assorbire una certa quantità di elementi leganti.
Distribuzione del carbonio Il carbonio forma carburi complessi con alcuni elementi leganti come cromo, tungsteno e vanadio. Inoltre, la solubilità del carbonio nel ferro cambia.
- L'aggiunta di elementi leganti come silicio, cromo, tungsteno, molibdeno e vanadio, aumenta l'area alfa del diagramma di equilibrio ferro-carbonio.
- L'aggiunta di nichel e manganese espande l'area gamma.
Queste caratteristiche influenzano la trasformazione tempo-temperatura, particolarmente importante per il trattamento termico degli acciai per utensili altolegati.
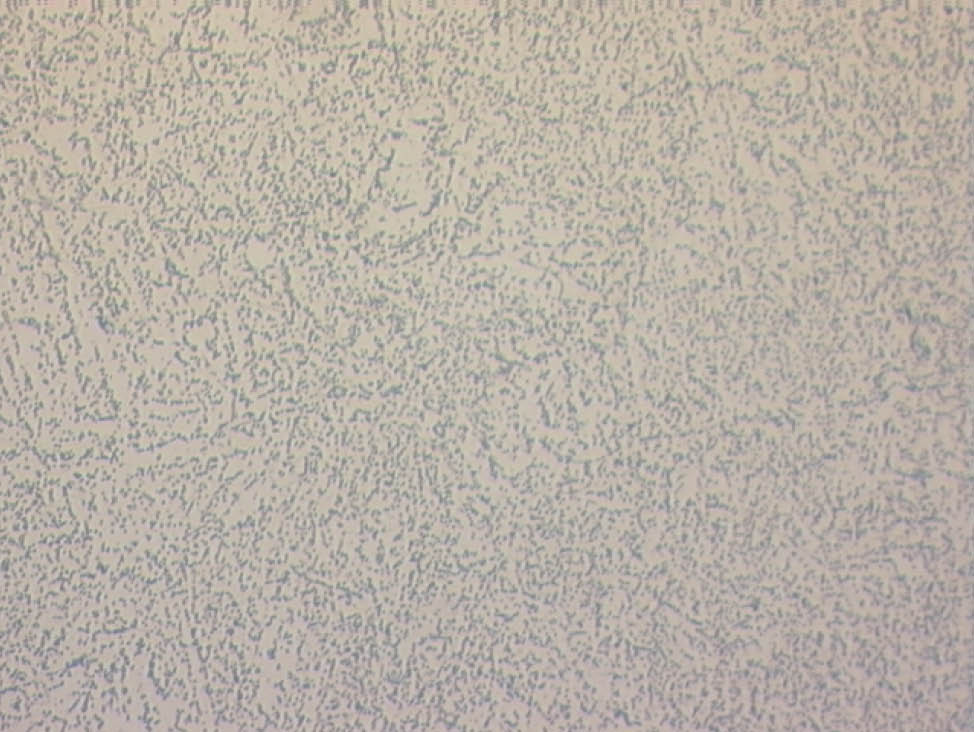
La distribuzione omogenea dei carburi nell'acciaio per utensili altolegato può essere migliorata mediante un processo di metallurgia delle polveri, seguito da pressatura isostatica a caldo. Si ottiene così un acciaio omogeneo e privo di segregazioni, particolarmente adatto a geometrie di utensili non convenzionali, la cui produzione meccanica risulterebbe costosa.
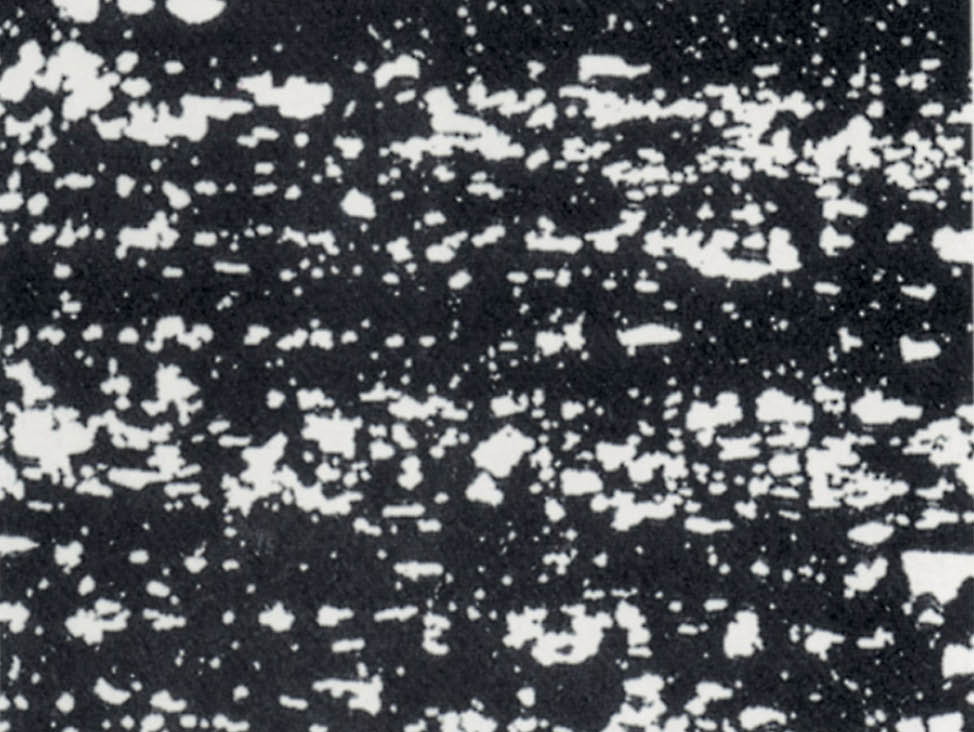 Fig. 7: Distribuzione dei carburi in un acciaio convenzionale
Fig. 7: Distribuzione dei carburi in un acciaio convenzionale 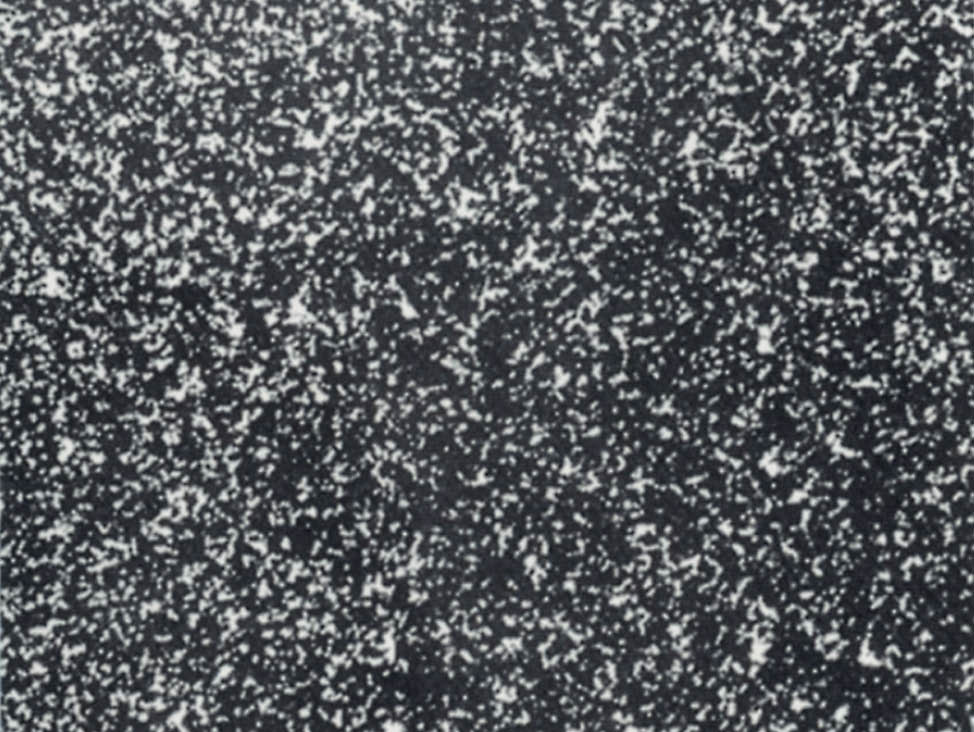 Fig. 8: Distribuzione del carburo nell'acciaio prodotto tramite metallurgia delle polveri Acciaio per utensili altolegato lavorato a freddo
Fig. 8: Distribuzione del carburo nell'acciaio prodotto tramite metallurgia delle polveri Acciaio per utensili altolegato lavorato a freddo La struttura primaria dell'acciaio per utensili lavorato a freddo è una ledeburite. La struttura grossolana viene trasformata attraverso la laminazione a caldo o forgiatura in una matrice ferritico-perlitica con grossi carburi primari. Un successivo processo di ricottura completo modella quindi i fini carburi secondari.
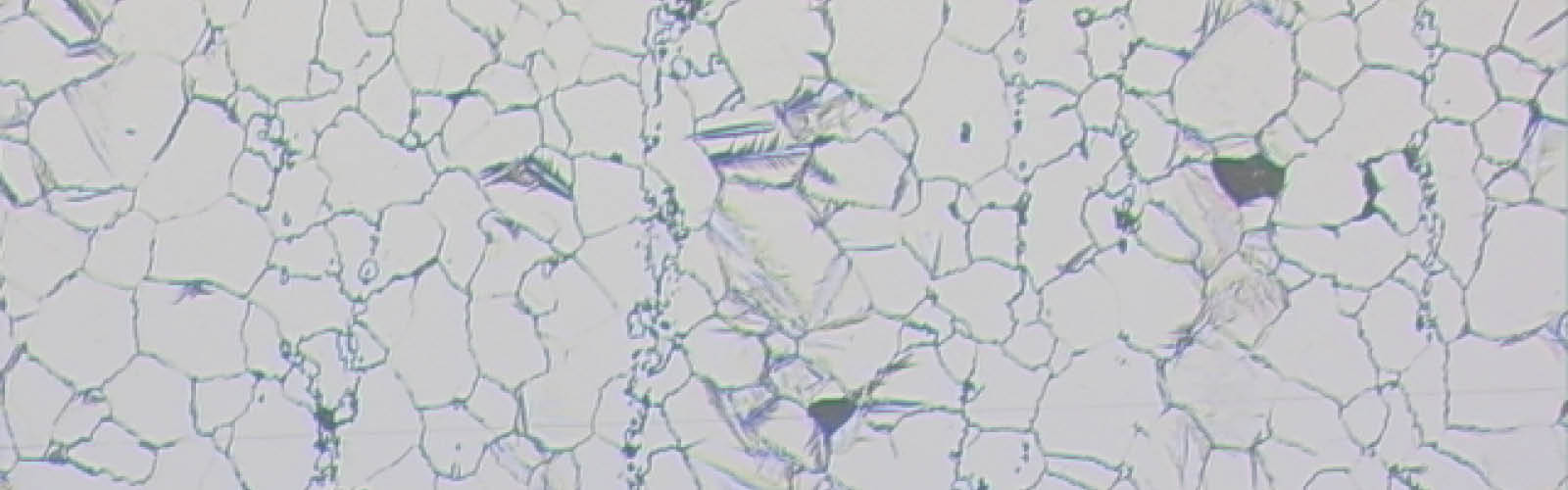
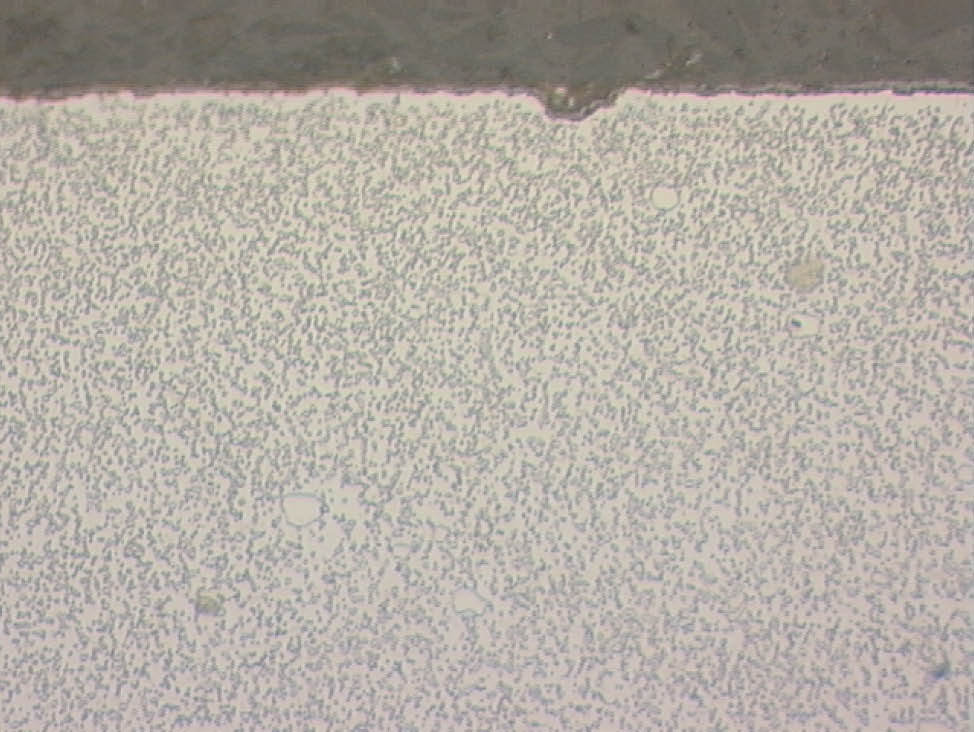 Fig. 9: Acciaio per utensili lavorato a freddo dopo la formatura iniziale a caldo, leggermente contrastato da una breve lucidatura finale all'ossido, che mostra grandi carburi primari in una matrice ferritico-perlitica (Ingr.: 200x)
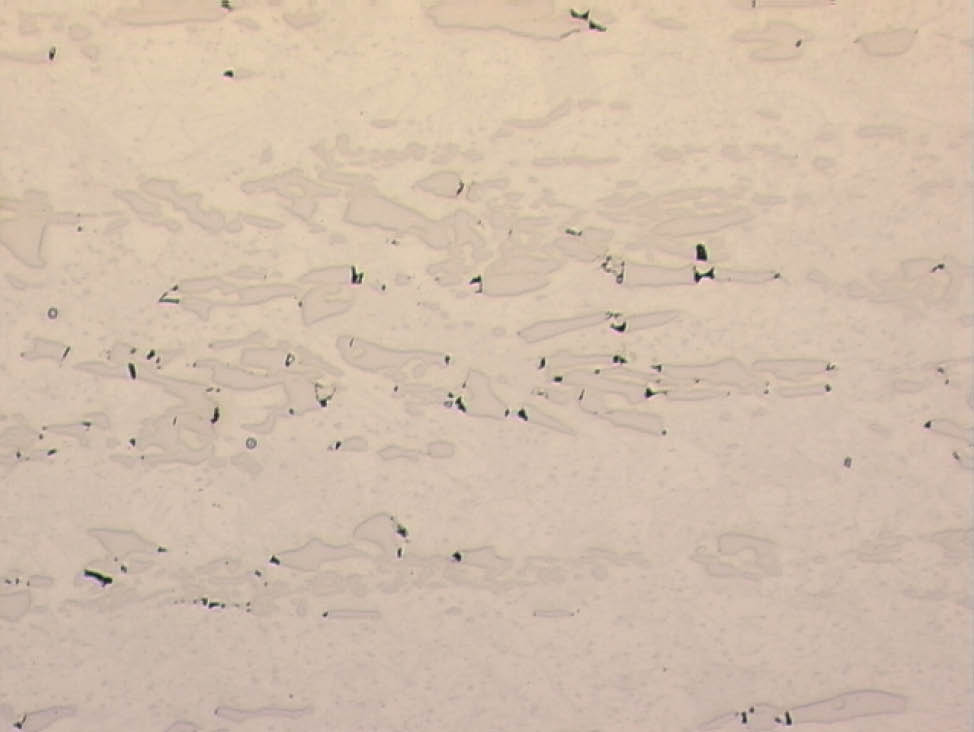
Fig. 9: Acciaio per utensili lavorato a freddo dopo la formatura iniziale a caldo, leggermente contrastato da una breve lucidatura finale all'ossido, che mostra grandi carburi primari in una matrice ferritico-perlitica (Ingr.: 200x)  Fig. 10: Acciaio per utensili lavorato a freddo con trattamento termico completo, che mostra carburi secondari molto finemente dispersi e piccoli carburi primari bianchi (Ingr.: 200x) Acciaio per utensili altolegato lavorato a caldo
Fig. 10: Acciaio per utensili lavorato a freddo con trattamento termico completo, che mostra carburi secondari molto finemente dispersi e piccoli carburi primari bianchi (Ingr.: 200x) Acciaio per utensili altolegato lavorato a caldo Gli acciai per utensili lavorati a caldo con trattamento termico completo, presentano idealmente una matrice martensitica temprata contenente perlite globulare molto fine. Una composizione chimica non uniforme può portare a problemi di corrosione. È importante quindi che le segregazioni della struttura primaria siano il più possibile omogenee mediante trattamento termico.
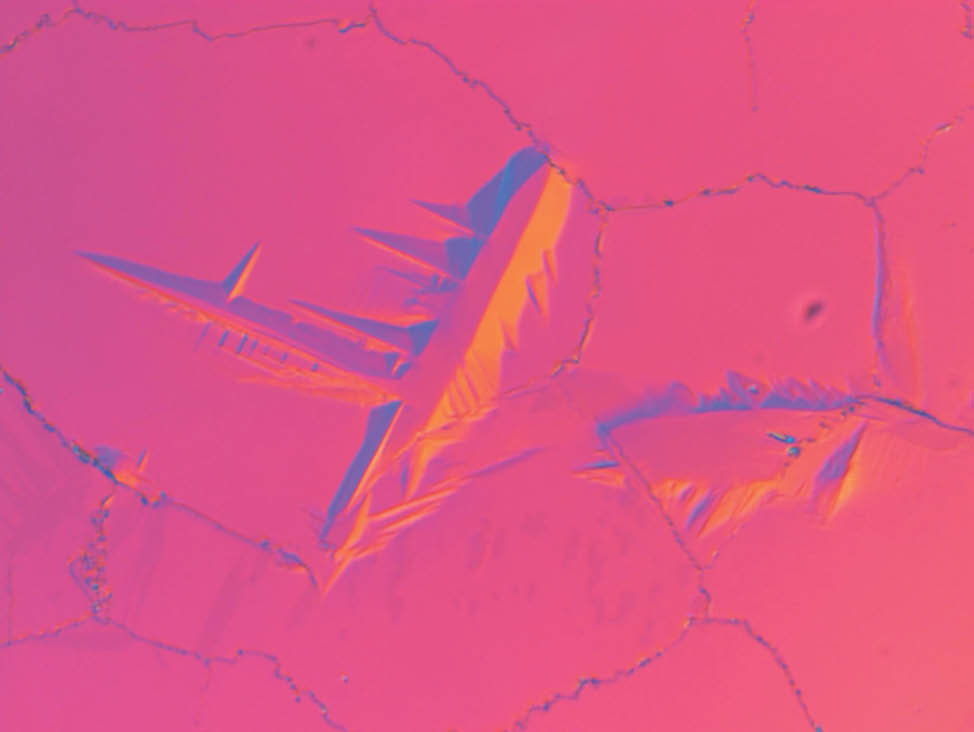
 Fig. 11: Acciaio per utensili lavorato a caldo con segregazioni (Ingr.: 100x) Acciaio per stampi in plastica
Fig. 11: Acciaio per utensili lavorato a caldo con segregazioni (Ingr.: 100x) Acciaio per stampi in plastica L'acciaio per stampi in plastica è un acciaio per utensili resistente alla corrosione che prima del trattamento termico, presenta una martensite "amorfa" con venature di carburi. Dopo la ricottura, mostra carburi finemente dispersi.
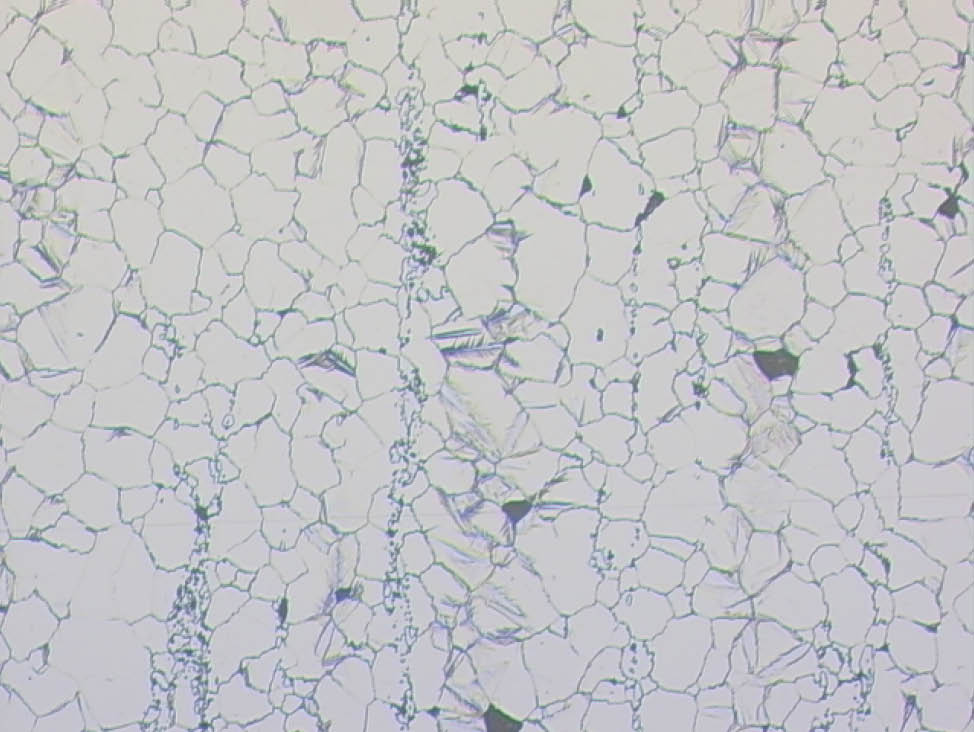 Fig. 12: Acciaio per stampi in plastica, attaccato con picral 5%, martensite amorfa con venature di carburi primari (Ingr.: 100x)
Fig. 12: Acciaio per stampi in plastica, attaccato con picral 5%, martensite amorfa con venature di carburi primari (Ingr.: 100x) 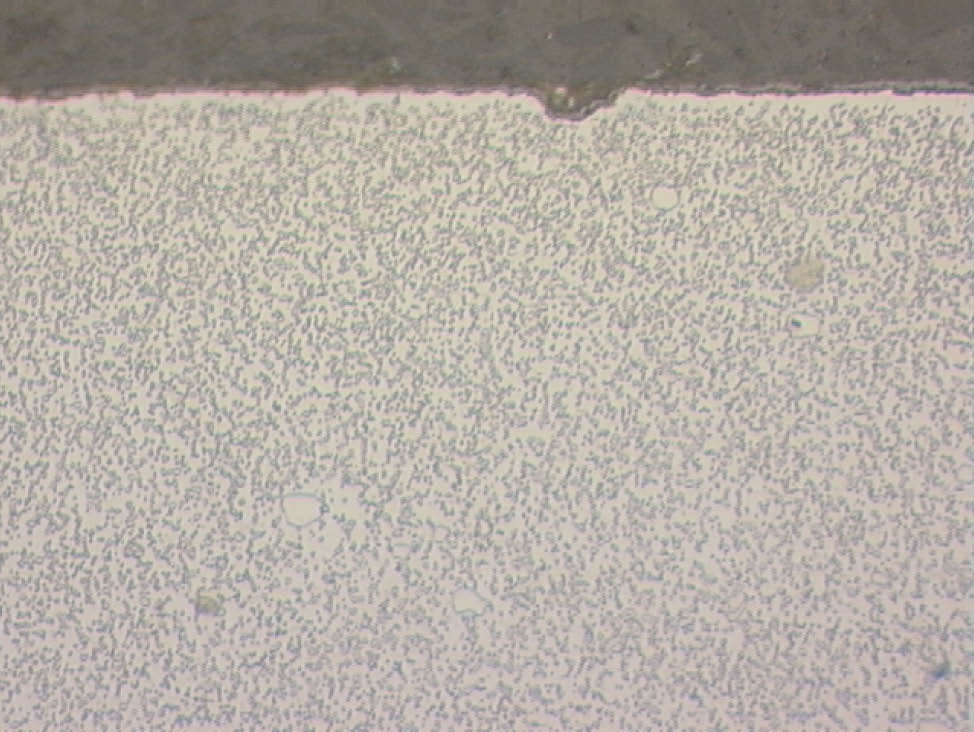 Fig. 13: Acciaio per stampi in plastica dopo la ricottura presenta carburi molto fini (Ingr.: 500x) SCARICA LA NOTA APPLICATIVA CON I METODI DI PREPARAZIONE
Fig. 13: Acciaio per stampi in plastica dopo la ricottura presenta carburi molto fini (Ingr.: 500x) SCARICA LA NOTA APPLICATIVA CON I METODI DI PREPARAZIONE